Honing process in inner hole precision machining

Honing is a high-precision and high-efficiency surface finishing technique in precision machining of inner holes, widely used in the manufacturing process of key components such as engine cylinder blocks, hydraulic valve sleeves, and bearing races. Its core goal is to further improve the dimensional accuracy, geometric accuracy, and surface quality of the inner hole after rough and semi precision machining, in order to meet stringent assembly and functional requirements.
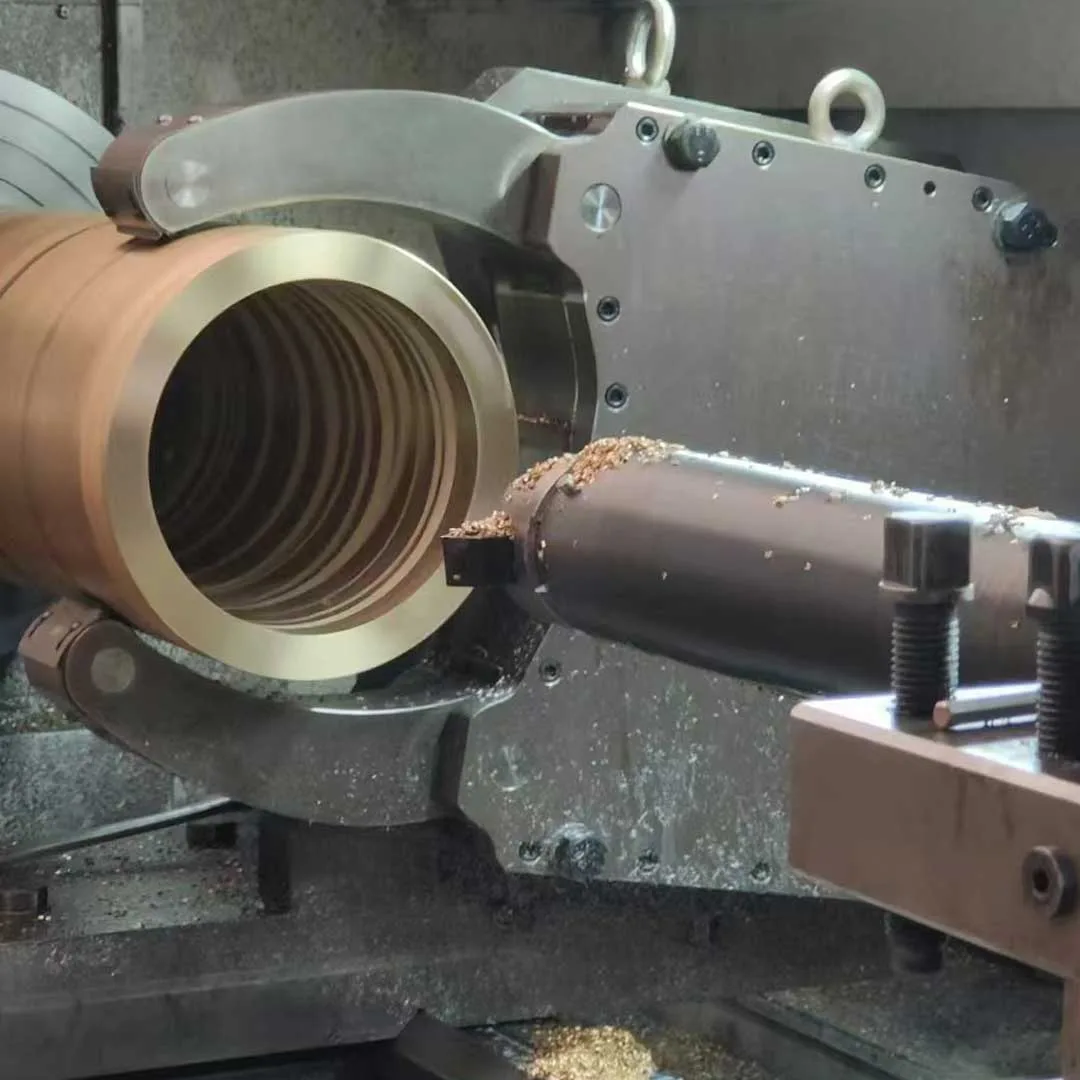
The honing process uses a rotating and reciprocating honing head to drive the embedded oil stone to perform micro cutting on the inner wall of the workpiece. Multiple points of contact are formed between the oil stone and the hole wall, achieving uniform material removal under constant pressure and appropriate amount of coolant lubrication. This process not only controls the aperture tolerance at the micrometer level, but also significantly reduces surface roughness (usually up to Ra 0.05-0.4 μ m), while correcting shape and position errors such as roundness, cylindricity, and taper.
This is a comprehensive effect that other conventional machining methods such as boring or reaming cannot achieve.
The selection of process parameters directly affects the quality of honing. Including the particle size of the oil stone and the type of binder, honing pressure, reciprocating speed, spindle speed, and honing fluid composition, all need to be systematically matched according to the workpiece material (such as cast iron, alloy steel, aluminum alloy), original hole state, and final technical requirements. For example, when processing high hardness quenched steel parts, diamond or CBN superhard abrasive oilstone is often used; For gray cast iron cylinder liners, corundum or silicon carbide oilstone is often used, combined with specialized honing oil to improve chip removal and heat dissipation performance.
Modern honing equipment has widely integrated CNC systems and online measurement functions, supporting adaptive feed, pressure closed-loop control, and real-time monitoring of the machining process, greatly improving process stability and consistency. In addition, the development of new processes such as platform honing and flexible honing has further expanded the application boundaries of honing technology in irregular holes, thin-walled parts, and small batch customized production.