Large scale grinding machine processing

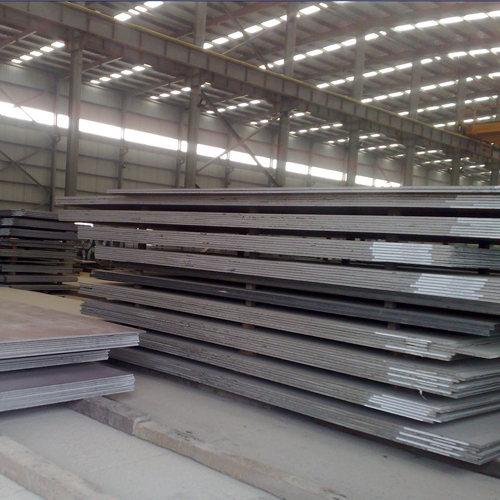
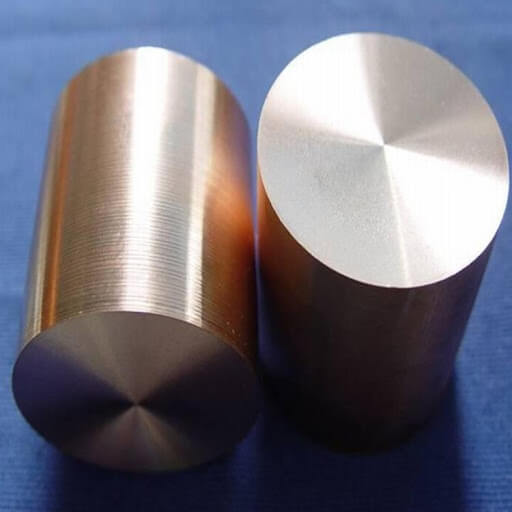
Large scale grinding equipment processing refers to the process of efficiently and precisely machining the surface of workpieces with large dimensions, significant weight, hard materials, or complex structures using specialized grinding machines with high rigidity, high power, and high precision. This type of processing is widely used in fields such as energy equipment, aerospace, shipbuilding, heavy machinery, and rail transportation. Typical objects include water turbine rotors, gas turbine casings, large gear shafts, wind turbine spindles, nuclear power pressure vessel flanges, etc.

The stable grinding of large workpieces relies on the comprehensive capabilities at the equipment system level. Firstly, the machine tool body needs to have a large load-bearing capacity and excellent thermal stability, usually using an integral cast iron bed, a double column symmetrical structure, and an active temperature control system; Secondly, the grinding wheel spindle must balance high torque output and micrometer level rotational accuracy, often equipped with high-power electric spindles or hydrostatic bearing systems; In addition, intelligent CNC systems need to integrate multi axis linkage, adaptive feed, real-time error compensation, and online grinding wheel dressing functions to cope with process challenges under long stroke, variable curvature, and low rigidity working conditions.
Process optimization is the core link to ensure processing quality and efficiency. For different materials such as high-strength alloy steel, nickel based high-temperature alloys, or composite materials, it is necessary to match specialized abrasives (such as CBN or diamond), reasonable particle size and binder, and strictly control grinding parameters including linear velocity, feed rate, cutting depth, and coolant flow rate. In practice, strategies such as slow feed grinding, forming grinding, or high-speed deep cutting grinding are often used to significantly improve metal removal rates and shorten single piece processing cycles while ensuring surface roughness Ra ≤ 0.4 μ m and contour accuracy ± 5 μ m.