Large-scale boring operations
Large-scale boring operations: Precision Engineering for Massive Components
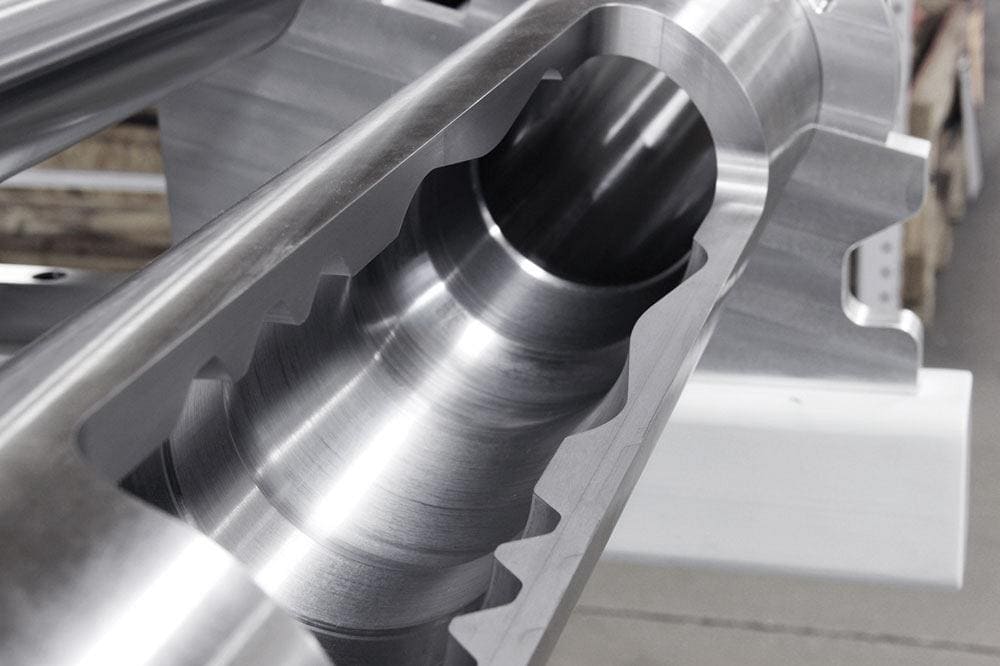
Large boring machining refers to the specialized metalworking process used to enlarge and finish large-diameter internal cylindrical surfaces in heavy-duty workpieces. Unlike standard boring operations, this technique handles parts with diameters exceeding one meter—often reaching several meters—and weights spanning multiple tons. It is indispensable in industries where structural integrity, dimensional accuracy, and surface quality must be maintained at scale, such as power generation, shipbuilding, aerospace, and heavy machinery manufacturing.
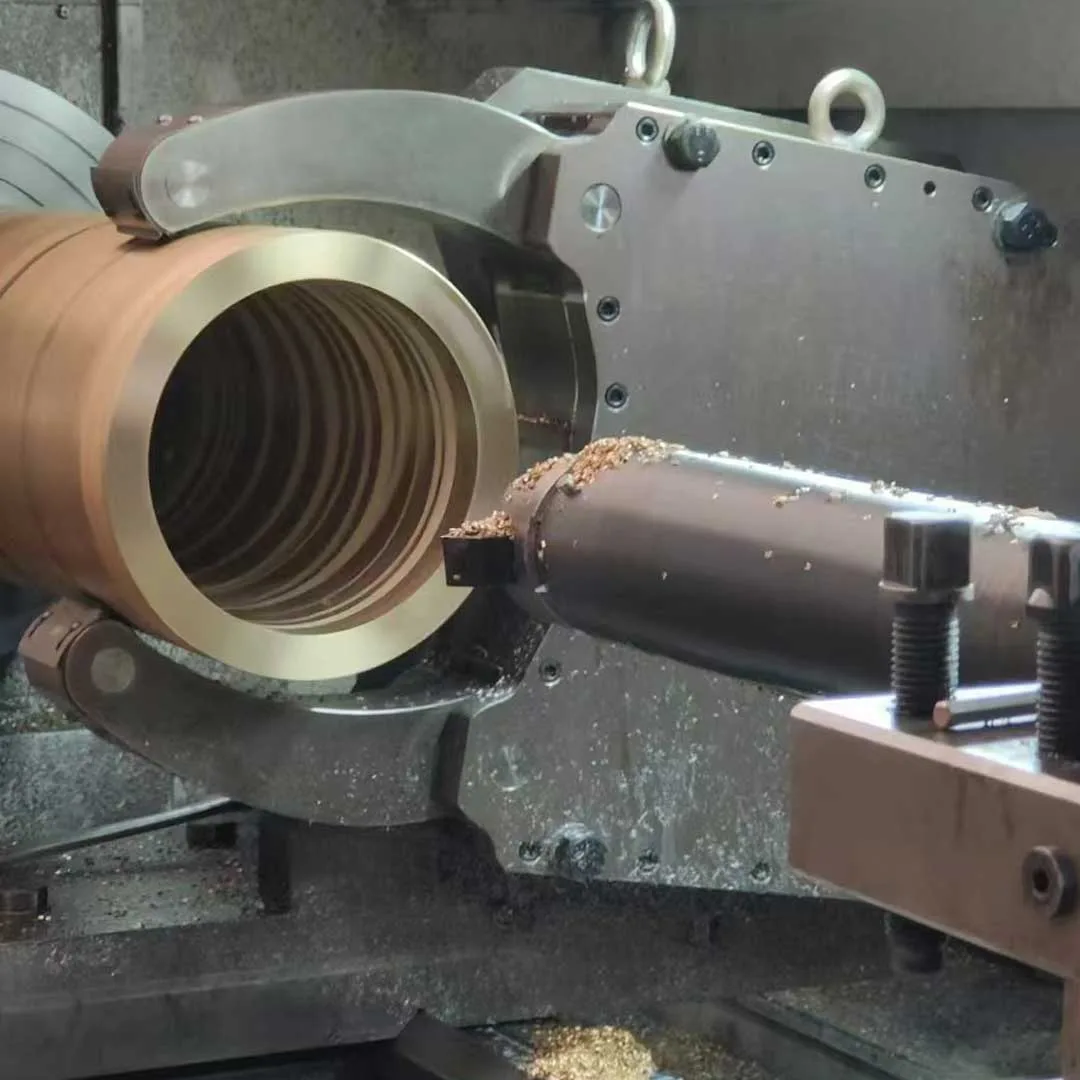
The core equipment for large boring machining is the floor-type boring mill or the horizontal boring and milling machine with extended travel capabilities. These machines feature robust cast-iron beds, high-rigidity spindles, and precision linear guideways capable of sustaining heavy cutting forces without deflection. Advanced models integrate real-time thermal compensation, dynamic balancing systems, and CNC controls that support multi-axis interpolation—enabling complex contouring, face milling, drilling, and threading within a single setup. Tooling solutions often include custom carbide or cermet boring bars, adjustable fine-tuning heads, and vibration-dampening holders designed specifically for deep-hole, low-speed, high-torque applications.
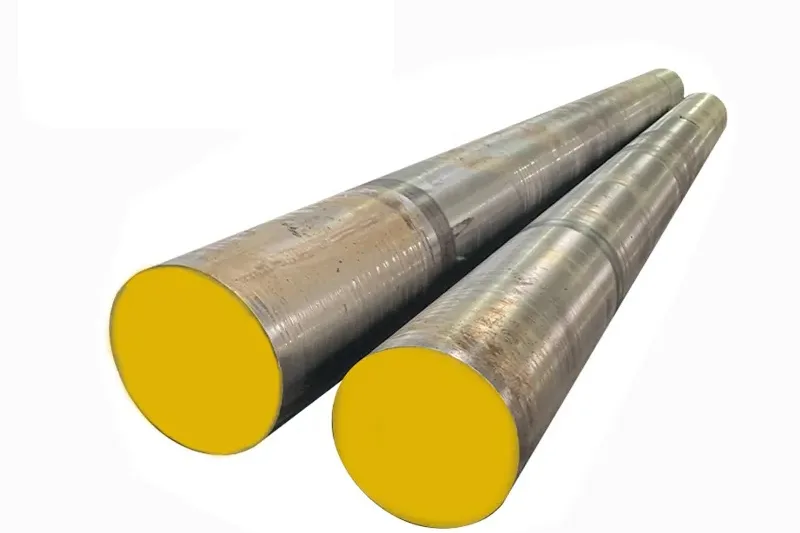
Material considerations significantly influence process planning. Large components are frequently made from alloy steels, stainless steels, cast iron, or nickel-based superalloys—all known for work hardening, abrasive wear, or poor thermal conductivity. Therefore, cutting parameters must be carefully optimized: lower spindle speeds, moderate feed rates, and generous coolant flow are standard practice. In-process metrology, such as laser interferometry or touch-trigger probing, ensures geometric tolerances remain within ±0.02 mm across meters-long bores—a requirement critical for rotor fits in turbine housings or bearing seats in marine propulsion systems.
Beyond technical execution, large boring machining demands close collaboration between design engineers, machinists, and quality assurance teams. Part fixturing alone presents unique challenges; hydraulic clamping, modular support structures, and stress-relief annealing prior to machining are routinely employed to prevent distortion. Moreover, environmental factors—including workshop temperature stability and foundation vibration isolation—directly affect repeatability and must be rigorously controlled.