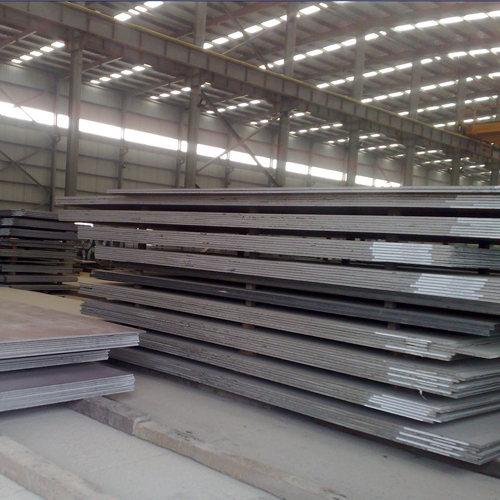
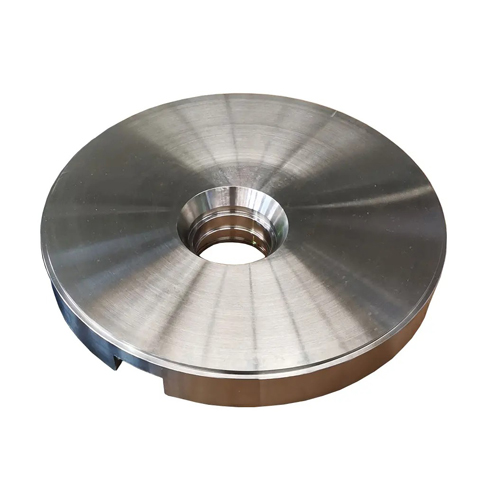
Forging process of annular forgings

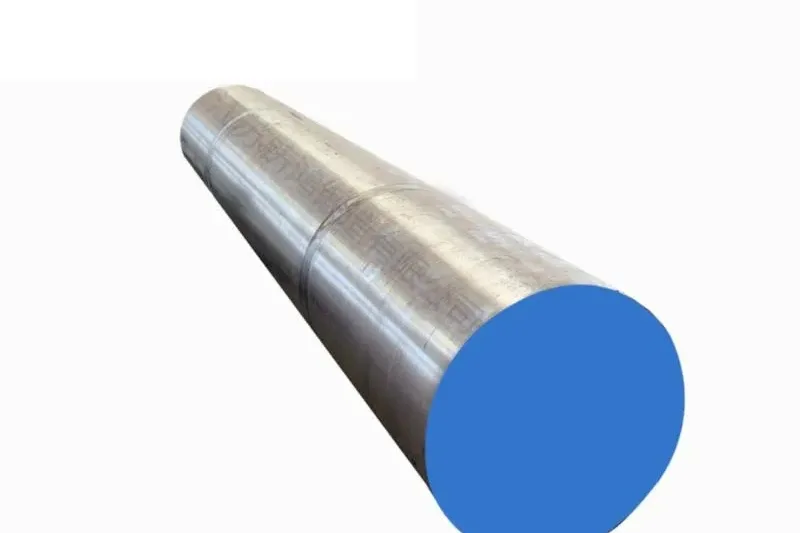
Ring forgings are widely used in industry, and their forging process consists of four parts. Below, we will mainly introduce some forging processes for circular forgings, hoping that everyone can learn from them.
The forging process of annular forgings mainly consists of the following steps:
Pier thickness, elongation, punching, and hole expansion.
The difference between free forging and ring rolling processes mainly lies in the process of expanding the hole. In the production of ring forgings, free forging is usually used for expanding the hole with a horse bar, while ring rolling is mainly used for expanding the hole with rolling pressure.
Ring forging is a plastic processing technology that uses a ring rolling machine (also known as a ring rolling machine, ring rolling mill, or hole expanding machine) to produce continuous local plastic deformation of the ring, thereby reducing wall thickness, expanding diameter, and forming cross-sectional profiles. The stress-strain and deformation flow during rolling and expanding holes are the same as those during core shaft expanding holes.
Its characteristics are: the tool is rotating, and the deformation is continuous, that is, the rolling of circular billets. When rolling and expanding holes, the amount of compression is generally small, so it has the characteristic of surface deformation. Ring rolling is a continuous local shaping process, which is the intersection and combination of rolling technology and mechanical manufacturing technology. Compared with traditional free forging process, die forging process, etc., it has significant technical and economic characteristics.
During free forging of annular forgings, the main method of expanding holes is through the use of a horse bar. The stress-strain situation of the enlarged hole of the horse bar is approximately elongated, which is different from the elongation of the long axis. It is the elongation of the annular forging billet along the circumferential direction, which is locally loaded and subjected to overall force. The metal in the deformation zone flows along the tangential and width directions when expanding the hole on the horse bar. The metal in the deformation zone mainly flows along the tangential direction and increases the inner and outer diameters during the expansion of the horse bar.
The forgings with enlarged holes on the horse bar generally have thinner walls, so the resistance to tangential flow of metal in the outer deformation zone is much smaller in the width direction. The contact surface between the horse bar and the annular forging is arc-shaped, which is conducive to tangential flow of metal.
Therefore, the size change of the forging during the expansion of the horse bar hole is a decrease in wall thickness, an increase in inner and outer diameters, and a slight increase in width (height) direction. Therefore, in small batches and small ring components, it is more suitable to use the horse bar to expand the hole for forging ring forgings.